22Cr-12Ni强韧之躯:S30920不锈钢的耐热耐蚀密码
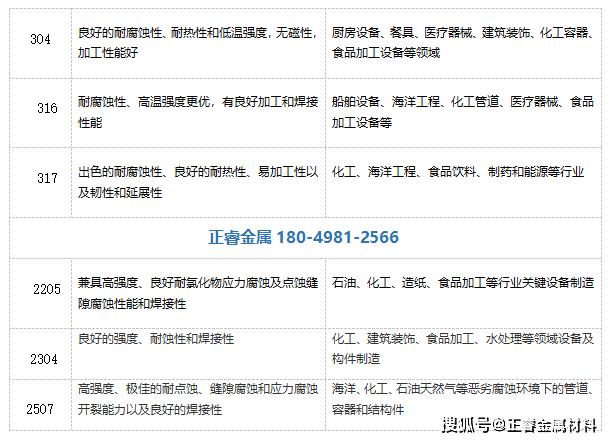
S30920(16Cr23Ni13/2Cr23Ni13)奥氏体不锈钢凭借其良好的高温抗氧化性、耐腐蚀性及一定的力学性能,主要用于高温设备(如工业炉部件)、热处理行业工具以及石化行业部分设备构件等领域。
️成分特性:S30920化学成分以高铬(22.00%-24.00%)、高镍(12.00%-15.00%)为核心,辅以低碳(≤0.20%)、低硅(≤1.00%)、低锰(≤2.00%)及极低磷(≤0.04%)、硫(≤0.03%)含量。铬镍协同作用形成致密氧化膜,赋予材料优异的耐蚀性;低碳设计有效抑制晶间腐蚀,确保高温环境下结构稳定性。
️耐高温性能:可在980℃以下长期使用,短期耐受1038℃高温,1000℃以下仍保持抗氧化能力,适用于高温炉具、石化装置等场景。
️耐腐蚀性能:对强酸(如硫酸、硝酸)、强碱及含氯介质具有高耐受性,在海洋工程中可有效抵御海水腐蚀。
️机械性能:固溶处理后硬度≤201HBW,拉伸强度≥560MPa,屈服强度≥207MPa,延伸率≥45%,兼具高强度与良好塑性。
️热加工
加热:加热温度范围通常在1100 - 1200℃。在这个温度区间内,钢的组织均匀,塑性良好,有利于后续的加工变形。加热速度不宜过快,以免产生过大的热应力,导致材料出现裂纹等缺陷。对于较大尺寸的工件,还需要进行预热处理,使工件内外温度均匀,进一步减少热应力的影响。
轧制:轧制是将加热后的钢坯通过轧机进行轧制,使其达到所需的尺寸和形状。轧制过程中,要控制轧制的压下量和轧制速度。合适的压下量可以使钢材获得良好的组织和性能,一般每道次的压下量在10% - 30%之间。轧制速度则根据钢材的规格和设备能力进行调整,以保证轧制过程的稳定和钢材的质量。
锻造:锻造时,始锻温度应控制在1100 - 1150℃,终锻温度不低于900℃。锻造比一般控制在2 - 4之间,通过锻造可以改善钢材的内部组织,提高其致密度和力学性能。在锻造过程中,要注意多次镦粗和拔长,以破碎粗大的晶粒,使组织更加均匀。
aspcms.cn️冷加工
冷轧:冷轧可以使S30920不锈钢获得更高的尺寸精度和表面质量。在冷轧前,需要对热轧后的钢材进行酸洗等表面处理,去除氧化皮等杂质。冷轧过程中,轧制力较大,需要根据钢材的厚度和硬度合理调整轧制参数。一般来说,随着冷轧道次的增加,钢材的强度和硬度会逐渐提高,但塑性会有所下降。为了恢复钢材的塑性和韧性,需要进行中间退火处理。
冷拔:冷拔是通过模具将钢材拉拔成所需的形状和尺寸。冷拔过程中,要注意模具的设计和润滑。合适的模具形状和尺寸可以保证钢材的精度和表面质量,而良好的润滑可以减少摩擦力,降低拉拔力,防止钢材表面出现划伤等缺陷。冷拔后的钢材通常也需要进行退火处理,以消除加工应力。
️焊接
焊接方法:常用的焊接方法有手工电弧焊、钨极氩弧焊和熔化极气体保护焊等。手工电弧焊适用于各种位置的焊接,操作灵活,但焊接质量受焊工技术水平影响较大。钨极氩弧焊焊接质量高,焊缝美观,适用于对焊接质量要求较高的场合。熔化极气体保护焊焊接效率高,适用于大规模的焊接生产。
焊接材料:应选择与S30920化学成分相匹配的焊接材料,如E309-16、E309-17等焊条,或ER309焊丝。这样可以保证焊缝的化学成分和性能与母材相近,提高焊接接头的质量和耐腐蚀性。
焊接工艺参数:焊接电流、电压和焊接速度等参数需要根据焊接方法、焊件厚度和焊接位置等因素进行合理调整。例如,在钨极氩弧焊中,焊接电流一般根据焊件厚度在50 - 200A之间选择,电压在10 - 20V之间,焊接速度则根据焊缝宽度和焊接质量要求控制在10 - 30cm/min之间。同时,为了防止焊接过程中产生热裂纹和晶间腐蚀等缺陷,还需要控制焊接热输入,避免过热。
焊后处理:焊接完成后,应对焊缝进行清理,去除焊渣和飞溅物。对于一些重要的焊接结构,还需要进行焊后热处理,如消除应力退火,以消除焊接残余应力,提高焊接接头的可靠性和使用寿命。
️热处理
固溶处理:固溶处理是将S30920不锈钢加热到1050 - 1150℃,保温一定时间后迅速冷却。这个过程可以使钢中的碳化物充分溶解在奥氏体中,获得均匀的单相奥氏体组织,提高钢材的耐腐蚀性和塑性。保温时间根据工件的厚度和尺寸确定,一般为每毫米厚度保温1 - 2分钟。冷却方式通常采用水冷,以保证快速冷却,防止碳化物再次析出。
稳定化处理:如果需要进一步提高S30920不锈钢在某些特定腐蚀环境下的耐晶间腐蚀性能,可以进行稳定化处理。稳定化处理是将钢材加热到850 - 900℃,保温2 - 4小时后空冷。在这个过程中,钛、铌等稳定化元素会与碳结合形成稳定的碳化物,从而减少了晶界处铬的碳化物析出,提高了钢材的耐晶间腐蚀能力。