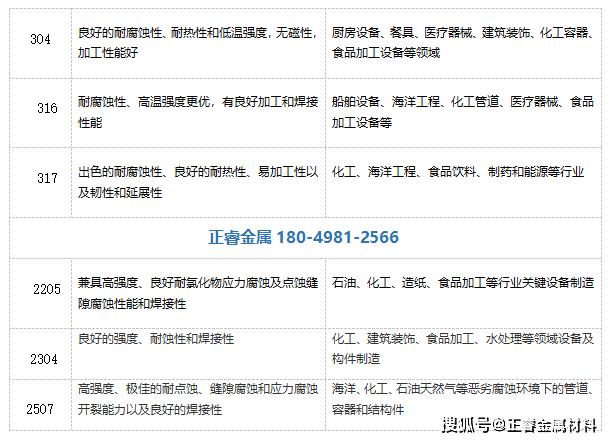
S31252不锈钢用途:海洋工程、化工和食品加工
S31252是一种含铬、镍、钼、氮、铜等合金元素的奥氏体不锈钢,具备出色的耐点蚀、缝隙腐蚀和应力腐蚀开裂性能,广泛用于海洋工程(如海水淡化与海洋平台管道)、化工(如反应釜和管道)、食品饮料与制药(如加工设备和储存容器)、造纸(含氯化学品接触设备)等领域。
️化学成分
铬(Cr):含量通常在19.5%-20.5%左右,铬是形成和稳定铁素体的元素,能在不锈钢表面形成致密氧化膜,显著提高钢的抗氧化性和耐腐蚀性,增强抗高温氧化能力。
镍(Ni):约17.5%-18.5%,镍是形成和稳定奥氏体的关键元素,有助于提升钢的韧性、塑性以及在多种腐蚀介质中的耐腐蚀性能,特别是在还原性介质中表现良好。
钼(Mo):含量为6%-6.5%,钼能显著增强钢的耐点蚀和缝隙腐蚀能力,尤其在含氯离子的环境中,可提高钢表面钝化膜的稳定性,有效抵御氯离子侵蚀。
氮(N):含有0.18%-0.25%氮,氮可以提高钢的强度和耐点蚀性能,同时改善钢的焊接性能和热加工性能。
铜(Cu):含有一定量的铜(约0.5%-1.0%),能改善钢在硫酸等还原性酸中的耐腐蚀性能。
️物理性能
密度:约为8.24g/cm³。
热膨胀系数:在20-100°C时约为16.5×10⁻⁶/°C。
导热系数:在100°C时约为14.2W/(m·K) 。
️力学性能
室温力学性能
抗拉强度:通常不低于650MPa,较高的抗拉强度使材料能够承受较大的拉伸力而不发生断裂。
展开全文屈服强度:一般不低于310MPa,保证材料在一定的应力作用下不会产生塑性变形。
伸长率:伸长率≥35%,显示出良好的塑性,意味着它能够在一定程度上进行冷加工和热加工而不发生破裂。
高温力学性能:在高温环境下仍能保持较好的强度和韧性,能够承受一定的载荷和变形,适用于一些高温工作条件。
======================
️热加工
加热:加热温度范围通常在1100-1200°C。加热速度不宜过快,对于大尺寸工件,需适当延长加热时间,确保整个工件温度均匀,避免因内外温差过大产生热应力导致裂纹等缺陷。
成型:可采用锻造、热轧等方式进行热加工成型。锻造时,应控制锻造比,一般在3-5之间,以保证材料的致密度和力学性能。热轧过程中,终轧温度一般不低于950°C,防止材料产生加工硬化和裂纹。
冷却:热加工后,一般采用空冷的方式进行冷却,适中的冷却速度可避免材料因冷却过快产生过大内应力,保证材料的组织和性能稳定。
️冷加工
前处理:冷加工前,通常需要对材料进行固溶处理,以消除材料的内应力,提高材料的塑性和韧性。固溶处理温度一般在1050-1100°C,保温一定时间后迅速水冷。
成型:可以进行冷轧、冷拔、弯曲、冲压等冷加工操作。由于S31252不锈钢的加工硬化倾向较大,在冷加工过程中,变形量不宜过大,应采用多道次小变形量的加工方式。例如,在冷轧过程中,每道次的压下率一般控制在10%-20%之间。同时,要注意及时进行中间退火处理,以消除加工硬化,恢复材料的塑性。中间退火温度一般在1000-1050°C,保温后水冷。
表面处理:冷加工后,材料表面可能会产生一些划痕、氧化皮等缺陷,需要进行表面处理。可以采用机械抛光、化学抛光、电解抛光等方法,提高材料表面的光洁度和耐腐蚀性。
️焊接
方法:常用的焊接方法有钨极惰性气体保护焊(TIG)、熔化极惰性气体保护焊(MIG)、等离子弧焊等。这些焊接方法能够提供良好的保护气氛,减少焊缝金属的氧化和气孔等缺陷。
材料:应选择与母材成分相匹配的焊接材料,如ERNiCrMo-3焊丝等,以保证焊缝的质量和性能。
参数:焊接电流、电压、焊接速度等工艺参数应根据工件的厚度、焊接位置等因素进行合理选择。一般来说,焊接电流不宜过大,以免产生过热现象,导致焊缝组织粗大,降低焊缝的性能。
后处理:焊后应进行固溶处理或稳定化处理,以消除焊接残余应力,改善焊缝和热影响区的组织和性能。





